
PG 820 - Meuleuse de sol HUSQVARNA - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil PG 820 HUSQVARNA au format PDF.

| Type de produit | Meuleuse de sol |
| Marque | HUSQVARNA |
| Modèle | PG 820 |
| Largeur de surfaçage | 820 mm (32") |
| Poids | 440 kg (970 lbs) |
| Pression de surfaçage totale | 335 kg (737 lbs) |
| Pression par disque | 112 kg (246 lbs) |
| Alimentation électrique | Triphasé 380-480 V, 12,5 kW (17,0 ch) |
| Vitesse des disques | 250 - 1100 tr/min |
| Vitesse de la tête planétaire | 5 - 65 tr/min |
| Sens de rotation | Commande indépendante FWD/REV pour disques et tête planétaire |
| Technologie d'entraînement | Dual Drive Technology™ |
| Moteur principal (surfaçage) | 11 kW (15 Hp) |
| Moteur planétaire | 1,5 kW (1 Hp) |
| Nombre de disques | 3 |
| Diamètre des disques | 270 mm (10,5") |
| Types de diamants | Alliage métallique ou résineux |
| Configuration diamants | Jeu complet ou demi-jeu |
| Système d'extraction | Port d'extraction (recommandé aspirateur DC 5500) |
| Niveau de puissance sonore mesuré | 105 dB(A) |
| Niveau de pression acoustique | 88 dB(A) aux oreilles |
| Vibrations (poignée droite) | 2,7 m/s² |
| Vibrations (poignée gauche) | 4,8 m/s² |
| Matériaux applicables | Marbre, terrazzo, granit, ciment |
| Maintenance | Vérification quotidienne des verrous, inspection hebdomadaire du joint planétaire |
FOIRE AUX QUESTIONS - PG 820 HUSQVARNA
Questions des utilisateurs sur PG 820 HUSQVARNA
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Meuleuse de sol au format PDF gratuitement ! Retrouvez votre notice PG 820 - HUSQVARNA et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil PG 820 de la marque HUSQVARNA.
MODE D'EMPLOI PG 820 HUSQVARNA
Manuel d'utilisation
Lire attentivement et bien assimiler le manuel d'utilisation avant d'utiliser la machine.
PG 680
PG 820

Explication des symboles 88
Consignes de sécurité 90
Introduction 91
Transport 91
Remisage 91
Quels sont les composants? 92
Réglage / Fonctionnement 94
Remplacement des diamants 96
Entraînements à vitesse variable/convertisseurs de fréquence 97
Recherche de pannes et d'erreurs 100
Diamants 102
Sélection des diamants 103
Maintenance 107
Calendrier de maintenance 111
Caractéristiques techniques 112
Explication des symboles
Explication des symboles
Les symboles ci-dessous se trouvent sur la machine et dans le manuel d'utilisation. Il est important que l'utilisateur comprenne la signification de ces consignes afin de travailler en toute sécurité avec la machine.

Lisez attentivement le manuel d'utilisation et vérifiez que vous avez bien compris les instructions avant d'utiliser la machine.

AVERTISSEMENT! La poussière générée par le meulage peut causer des lésions si elle est inhalée. Utilisez un masque respiratoire approprié. Veillez à disposer d'une bonne ventilation.

Portez toujours :
• Casque de protection homologué
• Protection auditive homologuée
- Lunettes enveloppantes de sécurité ou visière
- La poussière générée par le meulage peut causer des lésions si elle est inhalée. Utilisez un masque anti-poussière.

Portez toujours des bottes anti-dérapantes avec coquilles en acier.

Portez toujours des gants de protection homologués.
L'inspection et/ou la maintenance doivent être effectuées avec le moteur à l'arrêt et la bougie débranchée.
Inspection visuelle
Un nettoyage régulier est nécessaire.

Ce produit est conforme aux directives CE applicables.
Consignes de sécurité

AVERTISSEMENT!
La machine ne doit en aucun cas être démarrée sans respecter les consignes de sécurité. Une négligence de ces consignes par l'utilisateur libère Husqvarna Construction Products Sweden AB ou ses représentants de toute responsabilité directe ou indirecte. Lisez attentivement ces instructions d'utilisation et assurez-vous d'en comprendre le contenu avant de commencer à utiliser la machine. En cas de doute, après la lecture des consignes de sécurité, sur les risques et dangers rencontrés, n'utilisez pas la machine mais contactez le représentant pour obtenir davantage d'informations.
- Lisez attentivement le manuel d'utilisation.
- Seul un personnel qualifié est autorisé à utiliser la machine.
- N'utilisez jamais une machine défectueuse. Effectuez les contrôles, les mesures d'entretien et de maintenance décrites dans ce manuel. Les réparations qui ne sont pas mentionnées dans ce manuel doivent être effectuées par un réparateur recommandé par le fabricant ou le distributeur.
- Utilisez toujours un équipement de protection personnelle tels que des bottes anti-dérapantes, des protections auditives, un masque anti-poussière et des protections occulaires homologuées.
- La machine ne doit pas être utilisée dans des zones à risque d'incendie ou d'explosion.
- La machine ne doit être démarrée que lorsque les têtes de meulage reposent sur le sol sauf pour effectuer certains tests indiqués dans ce manuel.
- La machine ne doit pas être démarrée tant que le pare-poussière en caoutchouc n'est pas en place. Une bonen étanchéité est essentielle entre la machine et le sol pour des raisons de sécurité, particulièrement pour des applications de meulage à sec.
- Lors du remplacement des disques de meulage, vérifiez que l'alimentation en courant de l'unité a été coupée (sur OFF) en actionnant le bouton d'arrêt d'urgence et en débranchant la prise.
-
La machine ne doit pas être levée au niveau des poignées, du moteur, du châssis ou d'autres éléments. Pour transporter la machine, il est conseillé de l'attacher solidement sur une palette/un plateau.
-
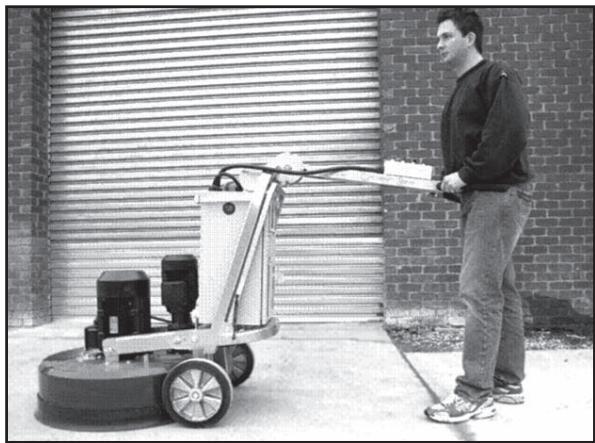
La plus grande prudence est recommandée lorsque la machine est déplacée à la main sur un plan incliné. Même la plus petite pente peut générer des forces rendant impossible le freinage manuel de la machine.
- N'utilisez pas la machine si vous êtes fatigué, si vous avez bu de l'alcool ou pris des drogues ou des médicaments pouvant affecter votre vision, votre jugement ou votre coordination.
- N'utilisez jamais une machine qui a été modifiée de quelque manière que ce soit par rapport à sa version d'origine.
- Attention aux décharges électriques. Évitez tout contact physique avec les conducteurs d'allumage/métal dans le sol.
- Ne tirez jamais la machine par le câble d'alimentation et ne la débranchez jamais en tirant sur le câble. Maintenez toutes les câbles et rallonges loin de l'eau, de l'huile et des bords coupants.
- Vérifiez que le câble d'alimentation n'est pas coincé dans une porte, une clôture ou similaire.
- Vérifiez que le câble et la rallonge sont intacts et en bon état. N'utilisez jamais la machine si le câble d'alimentation est abîmé; faites réparer la machine dans un atelier agréé.
- N'utilisez pas une rallonge encore enroulée.
- La machine doit être branchée sur une prise mise à la terre.
- Contrôlez que la tension du secteur correspond à celle indiquée sur la plaque signalétique de la machine.
- Vérifiez que le câble d'alimentation est bien derrière vous quand vous commencez à utiliser la machine afin qu'il ne risque pas d'être endommagé.
La machine ne doit en aucun cas être levée sans l'assistance mécanique d'un palan ou d'un transpalette.

AVERTISSEMENT!
Une surexposition aux vibrations peut causer des problèmes de circulation ou des lésions névralgiques, particulièrement chez les personnes souffrant d'une mauvaise circulation sanguine. Contactez un médecin en cas de symptômes pouvant avoir été provoqués par une surexposition aux vibrations. Ces symptômes comprennent notamment des sensations de douleur et de fourmillement suivies d'une perte de couleur, de force et de sensation dans les doigts. Ces symptômes apparaissent le plus souvent dans les doigts, les mains et les poignets.
Introduction
Les machines de surfaces de sol Husqvarna PG 680/820 ont été développées pour le polissage du marbre, du terrazzo, du granit et du ciment. Leur domaine d'applications va du broyage grossier au polissage de finition.
Ce manuel couvre les meules Husqvarna PG 680/820 équipées d'un double entraînement du moteur indiqué ci-après par le terme Dual Drive Technology™.
Il est essentiel que tous les utilisateurs se familiarisent avec le contenu de ce manuel avant
de commencer à utiliser une de ces machines. Autrement, la machine risque d'être endommagée et l'utilisateur exposé à des dangers inutiles.

IMPORTANT!
Seul le personnel ayant recu la formation pratique et théorique nécessaire à l'utilisation des machines est autorisé à utiliser ces machines.
Transport
La machine est livrée équipée de systèmes électroniques intégrés à la pointe de la technologie appelés entraînements à vitesse variable ou convertisseurs de fréquence. Ces entraînements permettent de varier la vitesse et la direction de chaque moteur. Les entraînements sont situés dans l'armoire en acier montée sur le châssis de la machine.
Comme pour tous les équipements électroniques, les entraînements sont sensibles aux vibrations excessives, aux traitements sans ménagements et à la poussière. Le fabricant s'est efforcé d'assurer une protection maximale aux entraînements. Notez le système d'amortissement des chocs utilisé pour le montage de l'armoire en acier sur le châssis/cadre de la machine.
Lors du transport, il est important de s'assurer que la machine est attachée solidement afin d'éviter que les entraînements à vitesse variable ne risquent de « rebondir ». Vérifiez que le châssis ou le cadre de la machine est attaché en cas de déplacement.
La machine doit toujours être transportée sous une bâche afin de ne pas être exposée aux éléments tels que la pluie et la neige.

IMPORTANT!
La machine ne doit pas être levée au niveau de la poignée, du moteur, du châssis ou d'autres éléments. Pour transporter la machine, il est conseillé de l'attacher solidement sur une palette/un plateau. N'essayez pas de glisser les fourches d'un transpalette sous les têtes de surfaçage à moins qu'une palette/plateau ne soit utilisé. Sinon, les têtes de surfaçage et les composants interieurs de la machine risquent d'être endommagés de manière permanente.
Il est recommandé de transporter la machine avec un jeu de diamants attaché pour assurer la protection du mécanisme de verrouillage des disques diamantés.
Remisage
La machine doit toujours être remisée dans un endroit sec quand elle n'est pas utilisée.
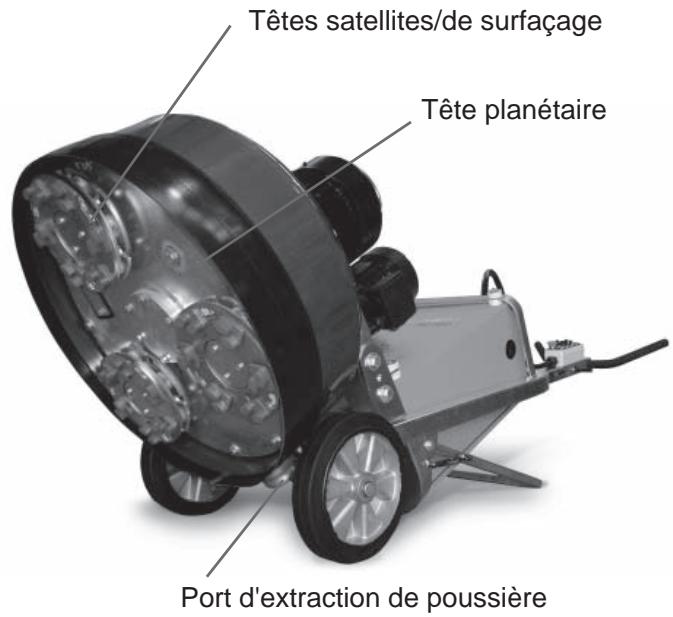
Quels sont les composants?

Quels sont les composants?
- Horamètre
- Armoire électrique
- Moteur de tête planétaire 1,5 kW/1Hp
- Moteur de tête satellite/surfaçage 11 kW/15 Hp
- Oeillets de levage
-
Capot/protection
-
Pare-poussière
- Châssis / Cadre
- Poignées
- Panneau de commande
- Réglage du guidon
La machine peut être divisée en deux sections. Ces sections sont les suivantes:
- Section de châssis/cadre – y compris les poignées, l'armoire électrique, le cadre en acier et les roues.
- Tête – y compris les moteurs, le capot, les têtes de surfaçage/satellite/planétaires et composants internes.
La machine a été fabriquée pour autoriser le mouvement entre le châssis et la tête via le point de connexion au niveau des oeillets de levage et des goupilles du châssis. Ce mouvement est important durant le processus de meulage quand il génère un effet de « flottement » au niveau de la tête.
Ce flottement assure une mise à niveau automatique de la tête et il n'est donc pas nécessaire de régler la hauteur de la tête quand la machine passe sur des surfaces d'inclinaisons et de structures différentes.
Panneau de commande
Le panneau de commande est constitué d'un certain nombre d'interrupteurs et de cadrans assurant 8 commandes séparées (voir l'illustration).
Power (Alimentation) - Une fois enfoncé, ce bouton assure l'alimentation électrique de l'unité quand le bouton d'ARRÊT D'URGENCE a été relâché.
Arrêt d'urgence – Une pression sur ce bouton arrête immédiatement la machine en coupant l'alimentation électrique des entraînements/convertisseurs de fréquence dans l'armoire électrique.
Vitesse de la tête – Commande de direction de la rotation de la tête planétaire.
Fwd/Rev (Av/Ar) (jaune) – Commande de direction avant ou arrière de la rotation de la tête planétaire.
Disc Speed (Vitesse de disque) – Commande de la vitesse des têtes de surfaçage.
Fwd/Rev (Av/Ar) (Rouge) – Commande de direction des têtes de surfaçage.
Reset (RAZ – Remet à zéro les messages d'erreur/ rapport de faute sur l'entraînement/le convertisseur de fréquence (situé dans l'armoire électrique) en cas de panne.
Stop/Run (Arrêt/Marche) – Pour mettre en marche et arrêter la machine en utilisation normale.

IMPORTANT!
Il est important d'utiliser l'interrupteur STOP/RUN (MARCHE/ARRÊT) pour contrôler le fonctionnement de la machine et non pas le bouton d'ARRÊT D'URGENCE. Chaque pression sur le bouton d'ARRÊT D'URGENCE arrête l'entraînement/le convertisseur de fréquence. De fréquentes coupures de l'alimentation électrique de l'entraînement/du convertisseur de fréquence réduisent la durée de vie de ces composants.

IMPORTANT!
La tête planétaire et les têtes de surfaçage ont été réglées pour tourner dans le même sens (c.-à-d. que toutes tournent dans le sens des aiguilles d'une montre ou dans le sens contraire des aiguilles d'une montre.
La rotation dans le sens des aiguilles d'une montre de la commande de la vitesse augmente la vitesse de la tête planétaire et des têtes de surfaçage.

Réglage / Fonctionnement



Positionnez la machine sur la surface de travail. Vérifiez qu'il y a des diamants sous la machine et que les verrouillages/goupilles de cisaillement des têtes sont serrés.

IMPORTANT!
Quand la machine est utilisée, toutes les têtes de surfaçage doivent comporter le même type et le même nombre de diamants. Toutes les têtes de surfaçage doivent avoir des diamants de la même hauteur.
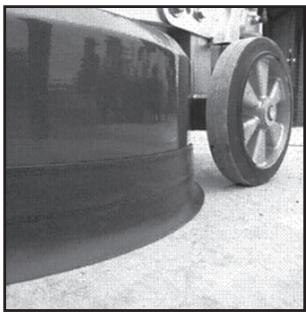
Réglez le pare-poussière en caoutchouc afin d'assurer une bonne étanchéité entre le sol et la tête de la machine (voir l'illustration ci-dessous). Vérifiez que le joint du pare-poussière est à l'avant de la machine. Le réglage du pare-poussière est essentiel pour obtenir une bonne extraction de la poussière et éliminer tout risque de formation de poussière aérienne lors de surfaçage à sec.
Réglez la poignée sur une hauteur de travail confortable à l'aide du levier de réglage.

IMPORTANT!
Il est recommandé de régler cette hauteur le plus près possible de la hauteur de la hanche de l'opérateur. Quand la machine tourne, une force de surfaçage/de tirage vers un côté peut se faire sentir au niveau des poignées. Utilisez la hanche pour résister à cette force au lieu d'essayer de la contrôler avec les mains (cette position est plus confortable si vous utilisez la machine sur de longues périodes).
Mise en marche de la machine
i. Vérifiez que l'interrupteur STOP/RUN est sur STOP (tournez dans le sens contraire des aiguilles d'une montre).
ii. Branchez l'alimentation électrique de la machine. Attendez que la machine soit sous tension pour la mettre en marche.
iii. Libérez le bouton d'arrêt d'urgence (tournez dans le sens des aiguilles d'une montre).
iv. Appuyez sur le bouton de mise en marche marqué Power. Un « clac » assourdi doit se faire entendre dans l'armoire électrique. Ceci indique que les contacteurs de ligne sont engagés et qu'ils alimentent en courant les entraînements/convertisseurs de fréquence.
Réglage Vitesse et direction
Le panneau de commande comporte la sélection FORWARD/REVERSE (AVANT/ARRIÈRE) et un bouton de vitesse. Généralement, lorsque la machine est démarrée la première fois pour une application donnée, il est conseillé de ne pas régler la vitesse sur une valeur supérieure à 7.
Une fois que l'opérateur s'est adapté à l'application, la vitesse peut être augmentée.
Réglage / Fonctionnement
Le réglage de la vitesse et de la direction dépend des préférences de l'opérateur. Les opérateurs sont encouragés à expérimenter pour trouver les réglages qui conviennent le mieux aux applications. Le tableau suivant propose des réglages pour différentes applications.
| Application | Ddirection de la tête planétaire | Vitesse de la tête planétaire | Direction du disque de sur-façage | Vitesse du disque de surfaçage |
| Élimination des restes de colle sur les dalles en céramique | FWD (AVANT) | 6-7 | FWD (AVANT) | 8-10 |
| Élimination de colle sur les tapis | FWD (AVANT) | 5-7 | FWD (AVANT) | 8-10 |
| Retrait de peinture epoxy | FWD (AVANT) | 5-10 | FWD (AVANT) | 8-10 |
| Ciment endommagé par la pluie | FWD (AVANT) | 7-10 | FWD (AVANT) | 8-10 |
| Lissage de béton exposé | FWD (AVANT) | 7-8 | FWD (AVANT) | 8-10 |
| Polissage des irrégularités des dalles en terrazzo / pierre | FWD (AVANT) | 5-7 | FWD (AVANT) | 8-10 |
| Polissage du ciment avec tampons en résine synthétique | FWD (AVANT) | 10 | FWD (AVANT) | 8-10 |
| Racle TM PIRANHATM | REV (ARRIÈRE) | 3-5 | REV (ARRIÈRE) | 3-5 |
| Têtes flexibles TM FLEXORTM | FWD (AVANT) | 5-7 | FWD (AVANT) | 5-7 |
| Boucharde / Outils de scarification | FWD (AVANT) | 5 | FWD (AVANT) | 5-7 |
| Procédure d'injection durant le processus TM HiPER-FLOOR TM | FWD (AVANT) | 8-10 | FWD (AVANT) | 3-5 |

IMPORTANT!
Dans le tableau ci-dessus, sont listés ensemble pour indiquer les réglages dans la même direction (le réglage peut aussi être REV/REV). Les seules applications exigeant des réglages dans la même direction et une direction bien précise sont celles utilisant les racles PIRANHA™. Dans ce cas, le réglage doit être dans la direction REV/REV.
Sens de rotation
La corrélation entre FWD/REV (AV/AR) et Sens des aiguilles d'une montre/Sens contraire des aiguilles d'une montre est la suivante en regardant les disques de surfaçage depuis le dessous de la machine:
- REV—Clockwise (AR—Sens des aiguilles d'une montre).
- FWD—Reverse (AV—Sens contraire).
Comme indiqué précédemment, la machine a tendance à « tirer » d'un côté quand elle tourne. La direction de cette traction est déterminée par le sens de rotation de la tête planétaire. La tête de la machine tire vers la droite (et se fait donc sentir sur la hanche droite de l'opérateur) quand la tête planétaire est réglée sur la direction REVERSE (opposée).
Cette traction latérale peut être utile au surfaçage, particulièrement en cas de travail le long d'un mur. Réglez la machine de manière à ce qu'elle tire vers le mur puis contrôlez-la afin qu'elle ne fasse qu'effleurer le mur. Ceci assure un surfaçage proche du mur ou de l'objet.
La direction est aussi une affaire de goût. Cependant, notez que lorsque les disques de surfaçage et les têtes planétaires tournent dans le même sens, une force de surfaçage supérieure est générée entre les éléments abrasifs des diamants et le sol. La productivité est donc plus élevée que lorsque les disques sont réglés pour tourner dans des directions opposés. Vous apprécierez à leur juste valeur les avantages de Dual Drive Technology™.
Conseil de production – Pour augmenter l'efficacité de coupe des diamants, changez régulièrement de direction. Les deux côtés des cristaux de diamant sont ainsi utilisés et conservent leur caractère abrasif grâce à une exposition maximale.
Une fois que la vitesse et la direction ont été choisies, activez le système d'extraction de poussière ou d'aspiration.

IMPORTANT!
Il est fortement recommandé d'utiliser le système d'extraction de poussière Husqvarna DC 5500 pour un contrôle optimal de la poussière.
Tenez-vous derrière la machine avec les poignées positionnées comme indiqué précédemment et appliquez une légère pression sur les poignées. Mettez la machine en marche à l'aide de l'interrupteur STOP/RUN sur le panneau de commande. La machine doit démarrer en douceur et accélérer à la vitesse souhaitée en 5 secondes.
Remplacement des diamants
Dans la mesure où différentes applications nécessitent différents diamants, les disques de surfaçage devront être souvent remplacés.
Voici un guide de la méthode à utiliser.
- Vérifiez que l'interrupteur STOP/RUN est bien sur STOP dans la mesure où un démarrage accidentel de la machine pendant le changeemnt du disque peut causer des blessures très graves.
- Veillez à disposer d'une paire de gants car les diamants peuvent être très chaud duran tune opération de meulage.
Remplacement
- Placer la poignée en position verticale (illustration de droite).
- Tirez la poignée pour lever la tête de surfaçage afin qu'elle ne repose plus sur sol.
-
Rabaissez la machine sur le sol.
-
Mettez les gants.
-
Retirez le disque de surfaçage en tournant légèrement le disque avant de l'extraire (la direction de rotation du disque dépend de la dernière direction de fonctionnement de la machine).
-
Verifiez que tous les verrouillages/toutes les goupilles des têtes sont bien serrés.
-
Une fois les nouveaux diamants en place, procédez inversement pour abaisser la machine sur le sol.
-
Les nouveaux diamants peuvent être d'une hauteur différente des diamants précédents; ajuster le pare-poussière pour assurer une bonne étanchéité au niveau du sol.

Entraînements à vitesse variable/convertisseurs de fréquence
Toutes les machines Husqvarna PG 680 & 820 sont équipées d'un (2) entraînement à vitesse variable/convertisseur de fréquence. L'unité est incorporée dans la machine pour les raisons suivantes:
1. Fonctionnalité
- Modulation de la puissance d'entrée pour permettre d'augmenter/réduire les changements de vitesse et de direction.
- Régulation de l'alimentation en courant et de tension aux moteurs pour garantir que les moteurs tournent de manière optimale (ex. régulateur de couple).
- Surveillance de la puissance d'admission pour assurer la stabilité de la machine et permettre d'effectuer les applications.
- Contrôle du courant utilisé par les moteurs pour garantir que les moteurs tournent dans des limites de fonctionnement de toute sécurité (afin d'éliminer tout risque d'avarie du moteur).
- Surveillance de la charge sur la machine pour garantir qu'elle ne subit pas de surcharge et donc protection de la courroie, des paliers et des autres composants internes.
- Protection des moteurs contre une erreur d'alimentation en puissance (ex. deux phases).
Diagnostic
- Identification des pannes électriques de la machine et enregistrement des codes d'erreur.
- Comporte des menus de surveillance qui permettent de détecter les causes des éventuelles pannes électriques.
- Les menus de surveillance permettent aussi à l'opérateur de déterminer la puissance de travail de la machine. S'il n'est pas essentiel que l'opérateur connaisse chaque élément des entraînements à vitesse variable ou des convertisseurs de fréquence, il doit impérativement se familiariser avec les codes d'erreur et certains des menus de

Clavier et écran d'affichage
surveillance.
Clavier/Écran d'affichage
Chaque entraînement à vitesse variable ou convertisseur de fréquence comporte le clavier illustré ci-contre quand la machine est sous tension.
- Sens de fonctionnement (fwd ou rev/avant ou arrière)
- Indique si l'unité fonctionne ou est arrêtée.
- Touche vers le haut
- Touche gauche
- Touche vers le bas
- Bouton reset/RAZ
- Mode de sortie (Hertz dans cet exemple)
- Valeur de sortie
Entraînements à vitesse variable/convertisseurs de fréquence
| Écran du moniteur | Information fournie |
| OUTPUT FREQUENCY | La fréquence à laquelle le moteur tourne quand la machine fonctionne. |
| REF. FREQUENCY | La fréquence sur laquelle le cadran de la commande de la vitesse est réglé. |
| MOTOR SPEED | Vitesse du moteur quand la machine fonctionne. |
| MOTOR CURRENT | Courant utilisé par le moteur quand la machine fonctionne. |
| MOTOR TORQUE | Pourcentage du couple du moteur quand la machine fonctionne. |
| MOTOR POWER | Pourcentage de la puissance du moteur quand la machine fonctionne. |
| MOTOR VOLTAGE | Pourcentage de la tension du moteur quand la machine fonctionne. |
| DC LINK VOLTAGE | Indique la qualité de l'alimentation électrique. |
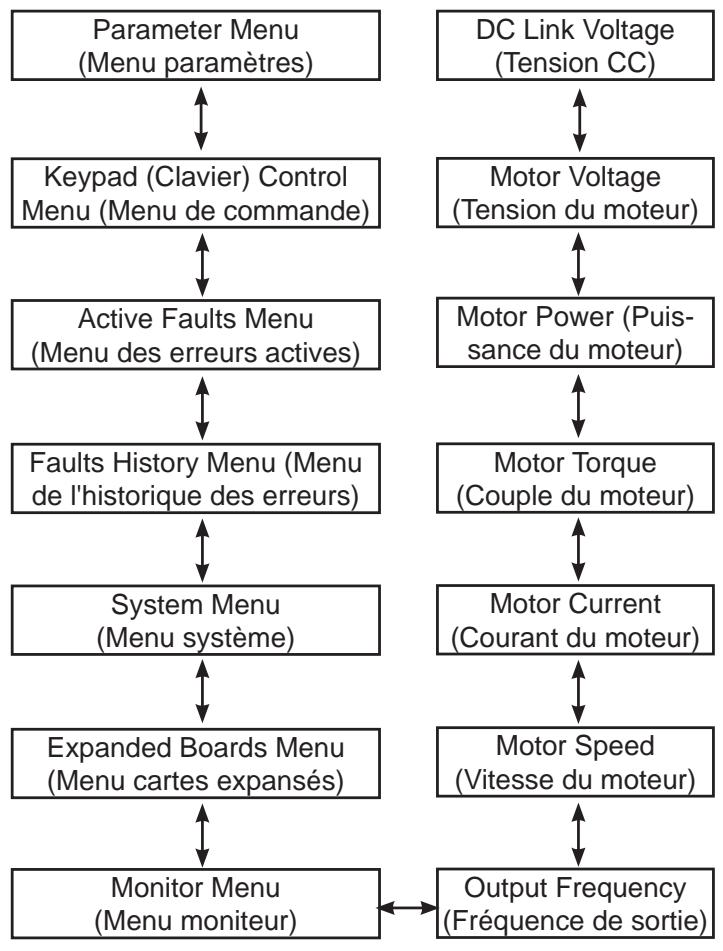
L'arborescence ci-contre illustre les options principales de menus fournissant des informations utiles à la surveillance et à l'établissement de diagnostics quand la machine est utilisée.
Comme vous le constatez, quand la machine fonctionne, les entraînements à vitesse variable ou convertisseurs de fréquence sont réglés pour afficher la fréquence de sortie (Output Frequency) au moteur (une valeur zéro est enregistrée quand la machine est en mode d'attente).
La page de la fréquence de sortie (Output Frequency) est aussi sous le menu Moniteur (Monitor).
La colonne de gauche montre que les deux menus les plus importants pour l'opérateur sont le menu Moniteur (Monitor Menu) et le menu de l'historique des pannes (Fault History Menu).
La navigation entre les menus s'effectue à l'aide des touches haut, bas, gauche et droite du clavier (voir la page précédente).
flowchart
graph TD
A["Parameter Menu (Menu paramètres)"] <--> B["Keypad (Clavier) Control Menu (Menu de commande)"]
B <--> C["Active Faults Menu (Menu des erreurs actives)"]
C <--> D["Faults History Menu (Menu de l'historique des erreurs)"]
D <--> E["System Menu (Menu système)"]
E <--> F["Expanded Boards Menu (Menu cartes expansés)"]
F <--> G["Monitor Menu (Menu moniteur)"]
H["DC Link Voltage (Tension CC)"] <--> I["Motor Voltage (Tension du moteur)"]
I <--> J["Motor Power (Puis-sance du moteur)"]
J <--> K["Motor Torque (Couple du moteur)"]
K <--> L["Motor Current (Courant du moteur)"]
L <--> M["Motor Speed (Vitesse du moteur)"]
M <--> N["Output Frequency (Fréquence de sortie)"]
Entraînements à vitesse variable/convertisseurs de fréquence
Les menus et les informations qu'ils fournissent
Les menus/écrans suivants des entraînements à vitesse variable/convertisseurs de fréquence fournissent les informations importantes suivantes.
OUTPUT FREQUENCY (Monitor Menu)/FRÉQUENCE DE SORTIE (Menu moniteur)
Cet écran indique à l'opérateur la fréquence du moteur quand la machine fonctionne. La valeur de la fréquence de sortie doit être constante quand la machine fonctionne. Des variations de la fréquence de sortie indiquent généralement que le moteur tourne à sa limite de courant programmé ou une valeur très proche. Les limites de courant (pré-déterminées par Husqvarna Constructions Products) sont les suivantes:
-
Grand moteur (informations disponibles sur le grand entraînement à vitesse variable/convertisseur de fréquence. – 25 ampères.
-
Petit moteur (informations disponibles sur le petit entraînement à vitesse variable/convertisseur de fréquence. – 5 ampères.
Il est conseillé de contrôler le courant du moteur si des variations de la fréquence de sortie sont observées quand la machine fonctionne. Pour ce faire, appuyez trois fois sur la flèche HAUT du clavier. Pour un fonctionnement sans problème au niveau du courant, maintenez le courant de sortie sur environ 21ampères (pour le grand moteur). Le courant utilisé par le moteur peut être réduit en diminuant la vitesse du moteur à l'aide du bouton situé sur le panneau de commande près des poignées.
De manière générale, la plupart des problèmes de surintensité sont causés par le grand moteur (et donc surveillés par le grand entraînement à vitesse variable/convertisseur de fréquence). Pour un fonctionnement régulier, maintenez le courant utilisé par le petit moteur sur 3,5 ampères.
MOTOR CURRENT (Monitor Menu)/COURANT DU MOTEUR (Menu moniteur)
Cet écran indique le courant utilisé par les moteurs correspondants (le grand entraînement à vitesse variable/convertisseur de fréquence surveille le grand moteur et le petit entraînement à vitesse variable/convertisseur de fréquence surveille le petit moteur) quand le moteur tourne.
Consultez les commentaires sous OUTPUT FREQUENCY relatifs au courant du moteur.
DC LINK VOLTAGE (Monitor Menu)/TENSION CC (Menu moniteur)
Cet écran indique la qualité de la puissance fournie à la machine. Les valeurs sont plus élevées quand la machine est en mode d'attente et plus basses quand elle fonctionne.
FAULT HISTORY/HISTORIQUE DES ERREURS
Le menu de l'historique des erreurs enregistre la dernière série d'erreurs de l'entraînement à vitesse variable/convertisseur de fréquence. Des informations sur les erreurs se produisant souvent sont disponibles dans le menu de l'historique des erreurs. Pour davantage d'informations sur les erreurs, voir la recherche de pannes.
Recherche de pannes et d'erreurs
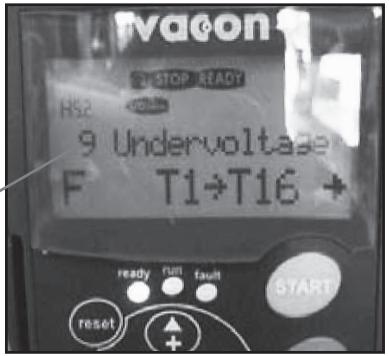
Quand un des entraînements à vitesse variable ou convertisseurs de fréquence de la machine est défecteux, il cesse de fonctionner et un message d'erreur clignote sur l'écran d'affichage (voir l'illustration ci-desous).
La liste suivante présente les pannes les plus courantes et les mesures correctives possibles.
Code d'erreur
| Code d'erreur | Cause possible | Mesure |
| 1—SURINTENSITÉ | Le moteur est trop sollicité et utilise plus de courant. | Contrôlez le courant utilisé par le moteur quand la machine fonctionne. Réduisez la vitesse pour que le courant repasse dans les limites acceptables décrites à la page précédente. |
| Court-circuit sur le côté sortie des entraînements à vitesse variable ou convertisseurs de fréquence. | Contrôlez les fiches des câbles sur le moteur ou à l'intérieur des boîtes de raccordement sur le moteur. | |
| Panne de moteur (très rare) | Faites tester le moteur et remplacez-le si nécessaire. | |
| 3—EARTH FAULT/DÉFAUT DE TERRE | Court-circuit sur le côté sortie des entraînements à vitesse variable ou convertisseurs de fréquence. | Contrôlez les fiches des câbles sur le moteur ou à l'intérieur des boîtes de raccordement sur le moteur. |
| Panne de moteur (très rare) | Faites tester le moteur et remplacez-le si nécessaire. | |
| 9—SOUS-TENSION | Alimentation en tension de la machine insufisante. | Contrôlez l'alimentation en tension et vérifiez que la tension est correcte. |
| L'alimentation en tension des entraînements à vitesse variable ou convertisseurs de fréquence doit être coupée. | Remettez la machine sous tension. | |
| 11—OUTPUT PHASE (PHASE DE SORTIE) | Court-circuit sur le côté sortie des entraînements à vitesse variable ou convertisseurs de fréquence. | Contrôlez les fiches des câbles sur le moteur ou à l'intérieur des boîtes de raccordement sur le moteur. |
| Panne de moteur (très rare) | Faites tester le moteur et remplacez-le si nécessaire. | |
| 14—UNIT OVER TEMPERATURE/UNITÉ AU-DESSUS DE LA TEMPÉRATURE | Les entraînements à vitesse variable ou convertisseurs de fréquence sont au-dessus de la température en raison d'une température ambiante élevée ou d'un capteur de température défectueux. | Ouvrez la porte de l'armoire électrique pour augmenter la ventilation. Faites tester les entraînements à vitesse variable ou convertisseurs de fréquence par un technicien. |
| 15—MOTOR STALLED (CA-LAGE DU MOTEUR) | Le moteur est trop sollicité et utilise plus de courant. | Contrôlez le courant utilisé par le moteur quand la machine fonctionne. Réduisez la vitesse pour que le courant repasse dans les limites acceptables décrites à la page précédente. |
| Un blocage d'origine mécanique empêche le moteur de tourner. | Essayez de tourner à la main les disques de meulage et la tête planétaire pour voir s'il y a un blocage. | |
| 16 – TEMPÉRATURE TROP ÉLEVÉE DU MOTEUR | Le moteur est trop sollicité et utilise plus de courant. | Contrôlez le courant utilisé par le moteur quand la machine fonctionne. Réduisez la vitesse pour que le courant repasse dans les limites acceptables décrites à la page précédente. |
Recherche de pannes et d'erreurs
D'autres problèmes peuvent se produire lors de l'utilisation de la machine. Voici des suggestions de solutions :
| Problème | Cause possible | Proposition de solution |
| GRINDER IS HARD TO HOLD ONTO (LA MACHINE DE SURFAÇAGE EST DIFFICILE À TENIR) | Pas assez de diamants sous la machine (en cas d'élimination de colle épaisse sur des sols doux, la charge sur la machine et l'opérateur augmente considérablement s'il y a trop peu de diamants sous la machine). Généralement, les gros moteurs utilisent plus de courant. | Augmentez le nombre de diamants sous la machine pour réduire la charge sur la machine et l'opérateur. |
| Grand moteur ne fonctionnant pas (ceci peut être dû à une panne du moteur, du câblage sur le moteur ou du grand entraînement à vitesse variable ou convertisseur de fréquence). | Contrôlez que le grand moteur est branché. Contrôlez qu'il n'y a pas de panne du grand entraînement à vitesse variable ou convertisseur de fréquence. Vérifiez que le grand entraînement à vitesse variable ou convertisseur de fréquence est activé. Vérifiez que le grand entraînement à vitesse variable ou convertisseur de fréquence fonctionne correctement (débranchez les deux moteurs, réglez l'affichage du clavier sur Output Frequency, mettez en marche la machine (RUN), regardez si la valeur sur l'écran quitte le zéro et commence à augmenter). Si la valeur reste sur zéro, le grand entraînement à vitesse variable ou convertisseur de fréquence ne reçoit pas de commande de mise en marche du panneau de commande. La machine doit être vérifiée par un électricien ou par Husqvarna Construction Products. | |
| La courroie d'entraînement glisse. | Retirez la plaque de protection du tendeur de courroie au fond de la machine et vérifiez qu'il n'y a pas d'eau et de poussière à l'intérieur de la machine pouvant causer un glissement de la courroie sur les poulies d'entraînement. | |
| La courroie d'entraînement est cassée (ceci peut être confirmé en tournant une des têtes de surfaçage avec la main) Si toutes les têtes de surfaçage tournent ensemble, la courroie n'est pas cassée. Si seulement une tête tourne, la courroie est cassée). | Remplacez la courroie d'entraînement interne de la tondeuse. | |
| GRINDER SOUNDS LIKE IT IS OVER REVVING (LA MACHINE SEMBLE MONTER EN RÉGIME) | Le petit moteur de l'entraînement planétaire n'est pas connecté. | Contrôlez que le petit moteur de l'entraînement planétaire est connecté. |
| Petit moteur ne fonctionnant pas (ceci peut être dû à une panne du moteur, du câblage sur le moteur ou du grand entraînement à vitesse variable ou convertisseur de fréquence). | Contrôlez que le petit moteur est branché. Contrôlez qu'il n'y a pas de panne du petit entraînement à vitesse variable ou convertisseur de fréquence. Vérifiez que le petit entraînement à vitesse variable ou convertisseur de fréquence fonctionne correctement (débranchez les deux moteurs, réglez l'affichage du clavier sur Output Frequency, mettez en marche la machine (RUN), regardez si la valeur sur l'écran quitte le zéro et commence à augmenter). Si la valeur reste sur zéro, le petit entraînement à vitesse variable ou convertisseur de fréquence ne reçoit pas de commande de mise en marche du panneau de commande. La machine doit être vérifiée par un électricien ou par Husqvarna Construction Products. | |
| GRINDER IS JUMPING AROUND (LA MACHINE FAIT DES BONDS) | Les têtes de surfaçage sont peut-être usées ou endommagées. | Contrôlez les têtes de surfaçage pour détecter les parties cassées ou les mouvements excessifs. |
| Les diamants ne sont peut-être pas montés correctement ou sont de différentes hauteurs sur les têtes de surfaçage. | Vérifiez que tous les diamants sont installés correctement et qu'ils sont de la même hauteur. | |
| Les verrouillages des têtes sont peut-être ouverts ou absents. | Verifiez que tous les verrouillages des têtes sont en place et bien serrés. |
Diamants
Historique
Les diamants sont composés de deux éléments abrasifs:
- La poudre de diamant (aussi appelée cristaux de diamant ou grains) Changer la taille de la poudre diamant ou des grains permet de déterminer la taille des rainures – fines ou grossières – laissées par le processus de surfaçage.
- Un agent de liage (métal ou résine). La poudre de diamant est mélangée et suspendue dans un agent de liage en métal ou en résine. En cas de suspension dans un agent de liage en métal, le produit fini est appelé alliage métallique ou segment diamanté fritté. En cas de suspension dans un agent de liage en résine, le produit fini est appelé segment ou coussinet diamanté à alliage résineux. Modifier la dureté de l'agent de liage permet de changer la vitesse d'usure de l'élément abrasif du diamant.
Principes généraux
Les règles générales suivantes concernent les segments diamantés dans les applications de surfaçage. Comme toutes les règles générales, celles-ci comportent des exceptions.
DIAMOND GRIT SIZE (TAILLE DES GRAINS DE DIAMANT)
Réduire la taille des grains affecte les performances de l'outil des manières suivantes:
- Création d'un agencement de rayures fines.
- Augmentation de la durée de vie de l'outil diamanté.
Le contraire se produit si vous passez à des particules/grains plus gros.
BINDING AGENT—METAL BOND OR RESIN BOND (AGENT DE LIAGE —ALLIAGE MÉTALLIQUE OU RÉSINEUX.
Une augmentation de la dureté de l'alliage va:
- Augmenter la durée de vie de l'outil diamanté.
- Réduire le taux de production.
- L'outil diamanté laissera de petites rainures dans les applications de surfaçage à sec (comparé avec un outil diamanté avec un alliage plus doux et un grain de taille similaire).
Le contraire se produit quand l'alliage en métal ou en résine est plus mou.
NUMBER OF DIAMOND SEGMENTS/PADS UNDER THE MACHINE (NOMBRE DE SEGMENTS/COUSSI-NETS EN DIAMANT SOUS LA MACHINE
L'augmentation du nombre de segments sous la machine va:
- Réduire la pression sur chaque segment diamanté.
- Réduire le taux d'usure des segments diamantés.
- Réduire la charge sur la machine qui meule utilise moins de courant.
- Créer un agencement plus régulier des rayures (particulièrement sur les sols doux).
Le contraire se produit si vous réduisez le nombre de segments sous la machine.
WET AND DRY GRINDING (MEULAGE À SEC ET À EAU)
En cas d'utilisation de segments diamantés avec de l'eau, les principes suivants s'appliquent :
- Les taux de production sont supérieurs à ceux du surfaçage à sec.
- Les segments diamantés s'usent plus vite (à cause de la boue) et des alliages plus durs peuvent donc être utilisés (par rapport au surfaçage à sec).
- Les rayures des grains de diamant seront plus profondes.
En cas d'utilisation de segments diamantés à sec, les principes suivants s'appliquent :
- Sur les matériaux plus durs, les taux de production sont plus bas qu'avec le surfaçage à eau.
- Des segments à alliage plus doux seront nécessaires pour encourager l'usure des segments (il n'y aura pas de boue pour aider à l'usure des segments diamantés).
- Les rayures des grains de diamant ne seront pas aussi profonds que pour le surfaçage à eau.
• Le segment diamanté générera plus de chaleur.
Résumé des principes des diamants
Les segments diamantés doivent s'user pour garantir la productivité. L'usure des segments diamantés est affectée par les facteurs suivants :
- Pression.
• Dureté de l'alliage.
• Taille des grains de diamant. - Présence d'eau.
- Nombre de segments sous la machine.
- L'addition d'un agent abrasif sur le sol (par ex. du sable ou du carbure de silicone) augmentera l'usure.


Demi-jeu de segments simples

Demi-jeu de segments doubles
De manière générale, plus un segmenté diamanté s'use rapidement et plus la productivité est élevée. En variant les facteurs ci-dessus, des modifications peuvent aussi être effectuées affectant les points suivants:
- Agencement des rayures.
- Consommation de courant de la machine.
- Planéité du sol (voir la section suivante).
• Facilité d'utilisation.
Sélection des diamants
La section suivante traite des facteurs les plus importants dont il convient de tenir compte lors de la sélection d'un segment diamanté pour une application donnée.
Configuration du disque de surfaçage
La manière dont les segments diamantés sont agencés sur les têtes de surfaçage de la machine affecte considérablement les performances de la machine, le rendement et la qualité de la finition du sol.
De manière générale, deux types de configuration de diamant peuvent être utilisées avec la machine:
- Un jeu complet de diamants – des diamants sont placés sur chacune des six positions sur les disques de support (voir les illustrations ci-dessus).
- Un demi-jeu de diamants – des diamants sont placés sur trois positions sur les disques de support (voir les illustrations ci-dessus).
Demi-jeu et jeu complet de diamants
Une modification de la configuration des diamants sur les disques permet à l'opérateur d'altérer considérablement les performances de la machine et donc du produit fini.
DEMI-JEU DE DIAMANTS
Quand les diamants sont agencés de cette manière, ils ont tendance à suivre la surface du sol, comme le trépied d'un appareil photo qui peut être placé sur une surface irrégulière et adopter une position stable.
La configuration de demi-jeu doit être utilisée quand une finition plane du sol n'est pas exigée.
JEU COMPLET DE DIAMANTS
Quand les diamants sont agencés de cette manière, ils ont tendance à ne pas suivre la surface du sol. Si le sol comporte des sinuosités, la machine meule les surfaces élevées ignorant les zones plus basses (à moins que les sections élevées ne soient d'abord meulées).
La configuration de jeu complet doit être utilisée quand une finition plane du sol est exigée.
Le tableau ci-dessous présente des exemples d'applications possibles pour ces deux agencements:
| Application | Le jeu complet est mieux | Le demi-jeu est mieux |
| Élimination des restes de colle sur les dalles en céramique | X | |
| Élimination de colle sur les tapis | X | |
| Retrait de peinture epoxy | X | |
| Retrait d'adhésif à base de vinyl | X | |
| Ciment endommagé par la pluie | X | |
| Lissage de béton exposé | X | |
| Polissage des irrégularités des dalles en terrazzo / pierre | X | |
| Polissage de la surface des sols en ciment | X | |
| Meulage pour exposer le béton dans des applications de polissage du ciment | X | |
| Retrait des irrégularités des dalles en terrazzo/pierre naturelle | X | |
| Aplatissement des sinuosités des sols en ciment | X | |
| Re-polissage des sols ayant été meulés précédemment | X |
Sélection du diamant optimal pour votre application
Les suggestions suivantes couvrent les principes de base régissant la sélection des diamants pour différentes applications.
| Application | Alliage métallique | Taille des grains | Jeu complet | Demi- jeu | Simples/ Doubles |
| Sol aplani – Ciment dur | DOUX | 16 ou 30 | X | S | |
| Sol aplani – Ciment moyen | MOYEN | 16 ou 30 | X | S | |
| Sol aplani – Ciment doux | DUR | 16 ou 30 | X | T | |
| Élimination des restes de colle sur les dalles en céramique | DUR | 6, 16 ou 30 | X | S/T | |
| Vinyl ou retrait de colle sur un tapis – Ciment dur | DOUX | 16 ou 30 | X | S/T | |
| Vinyl ou retrait de colle sur un tapis – Ciment moyen | MOYEN | 6 ou 16 | X | T | |
| Vinyl ou retrait de colle sur un tapis – Ciment doux | DUR | 6 ou 16 | X | T | |
| Retrait de peinture epoxy – Ciment dur | DOUX | 6, 16 ou 30 | X | X | S |
| Retrait de peinture epoxy – Ciment moyen | MOYEN | 6, 16 ou 30 | X | S | |
| Retrait de peinture epoxy – Ciment doux | DUR | 6, 16 ou 30 | X | S/T | |
| Ciment endommagé par la pluie | DUR | 16 ou 30 | X | S/T | |
| Lissage de béton exposé | DUR | 16 ou 30 | X | S/T | |
| Retrait des irrégularités des dalles en terrazzo – pierre | DOUX | 30 ou 60 | X | S | |
| Polissage de la surface des sols en ciment – Ciment dur | DOUX | 60 | X | S/T | |
| Polissage de la surface des sols en ciment – Ciment moyen | MOYEN | 60 | X | S/T | |
| Polissage de la surface des sols en ciment – Ciment doux | DUR | 60 | X | T | |
| Meulage pour exposer le béton dans le ciment – Ciment dur | DOUX | 16 ou 30 | X | S | |
| Surfaçage pour exposer le béton dans le ciment – Ciment moyen | MOYEN | 16 ou 30 | X | S | |
| Surfaçage pour exposer le béton dans le ciment – Ciment doux | DUR | 16 ou 30 | X | T | |
| Aplanissement des sinuosités des sols en ciment – Ciment dur | DOUX | 16 ou 30 | X | S | |
| Aplanissement des sinuosités des sols en ciment – Ciment moyen | MOYEN | 16 ou 30 | X | S | |
| Aplanissement des sinuosités des sols en ciment – Ciment doux | DUR | 16 ou 30 | X | T |
Déterminer la dureté du ciment
Tous les ciments semblent durs (particulièrement en cas de chute!) mais que voulons-nous vraiment dire quand nous parlons de ciment dur, moyen ou mou ?
Tous les ciments sont mesurés par leur résistance à la compression et les unités d'évaluation de cette résistance sont différentes en fonction de la partie du monde dans laquelle vous vivez (ex. PSi & MPa). De manière générale, plus la résistance à la compression est élevée, plus le ciment est dur et plus il sera dur à meuler.
Cependant, des facteurs autres que la résistance à la compression déterminent la dureté du sol et donc la sélection du diamant approprié. Dans la mesure où le meulage ne concerne que la surface du ciment (au plus 5 mm soit 1/4 de pouce), la manière dont la finition du sol a été effectuée ou l'état de la surface sera souvent plus importants que la résistance à la compression du ciment pour sélectionner le type de diamant à utiliser.
FACTEURS DE LA SURFACE À CONSIDÉRER LORS DE LA SÉLECTION DU DIAMANT
Généralement, si une surface en ciment est très lisse (c.-à-d. qu'elle a probablement été finie à la truelle), le ciment se comporte comme s'il était d'une résistance élevée à la compression nécessitant donc un segment à alliage doux.
Ainsi, si une surface en ciment est grossière/agressive (c.-à-d. abîmée par la pluie, décapée au sable, scari-fiée, etc.), le ciment se comporte comme si sa résistance à la compression était faible et il nécessite donc un segment en alliage dur.
Les revêtements de surface (tels que les revêtements epoxy, les colles pour dalles en céramique, les enduits de lissage/chappes) sont souvent plus importants que la résistance à la compression du ciment pour le choix du diamant approprié.
Généralement, quand vous polissez un bloc de ciment pour la première fois sans bien connaître son degré de dureté, commencez toujours avec des diamants d'un alliage dur. Ceci limite au minimum l'usure des segments diamantés. Si un segment diamanté dur ne convient pas à l'application, vous avez certes perdu un peu de temps mais vous n'avez pas usé les diamants.
Si vous aviez, au contraire, commencé par utiliser un segment doux sur un ciment doux ou recouvert d'une surface abrasive, il est quasiment certain que vous auriez usé une quantité considérable de diamant en très peu de temps.
Maintenance
Utilisée correctement, la machine est d'une grande fiabilité et ne nécessite que très peu de maintenance.
Cette section concerne les mesures de maintenance générale devant être effectuées à intervalles réguliers.
Trois principaux composants mécaniques doivent être contrôlés sur la machine Husqvarna PG 680 & 820:
- Têtes de meulage.
- Système d'entraînement planétaire.
- Joint planétaire.
Têtes de meulage.
Deux différents types de têtes de meulage sont disponibles pour la machine Husqvarna PG 680 & 820:
- Les têtes conventionelles/de démolition — conçues pour le meulage de préparation heavy duty quand un système très résistant est nécessaire.
- Système de têtes en acier à ressorts — conçues pour des finitions ou des applications légères de meulage.
Le diagramme ci-dessous illustre les éléments principaux de ce type de têtes de meulage.
- Tampon de la tête
- Plaque de la tête
- Verrou de la tête
- Ressort de la tête
L'interaction entre ces quatre éléments garantit un système dynamique à la fois robuste et flexible.
Les goupilles de la tête sont attachées à la plaque pour assurer une plus grande régidité et une meilleure stabilité. Le tampon de la tête est situé au-dessus de la plaque et maintenu en place par une série de trous – trous des goupilles.
- Tampon de la tête
-
Trou pour goupille de tête
-
Plaque de la tête
- Goupilles de tête
Trois ressorts blancs en silicone situés entre la plaque et le tampon de la tête amortissent les chocs et assurent la flexibilité du système.
Le mouvement des goupilles dans les trous qui leur sont ménagés crée un système d'amortissement des chocs similaire à ceux de la plupart des véhicules à moteur.
Au fil du temps, les trous des goupilles sont soumis à une usure qui augmente leur diamètre. Parallèlement, l'usure réduit le diamètre des goupilles. Suite à cette double usure, le mouvement des têtes de surfaçage devient excessif. Ceci finira par générer des vibrations durant le fonctionnement de la machine.
Des contrôles réguliers des têtes de surfaçage sont recommandés. La durée de vie des têtes peut varier de 6 à 12 mois en fonction de l'utilisation qui en est faite.
Des têtes de remplacement sont disponibles; il suffit de les boulonner en place une fois les anciennes têtes retirées.
Têtes en acier à ressorts
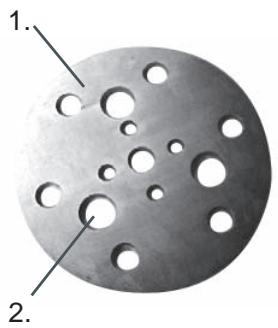
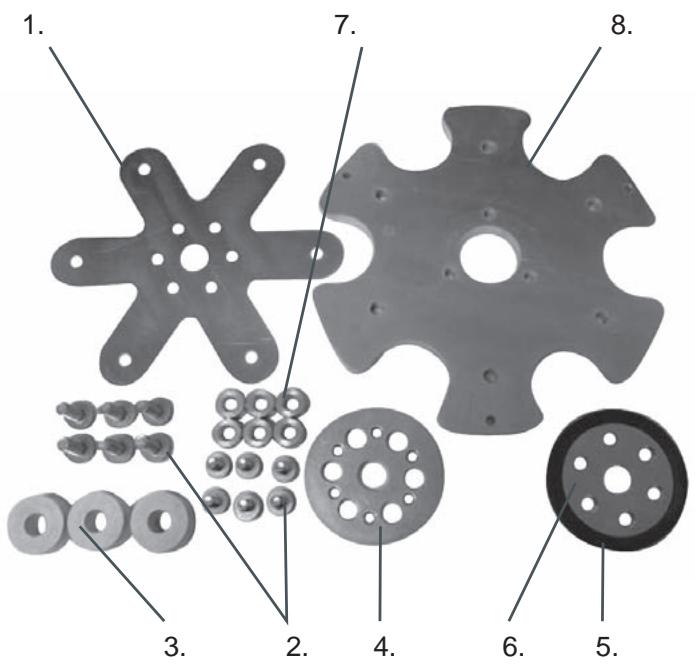
Les diagrammes ci-dessous illustrent les éléments principaux de ce type de têtes de meulage.
Diagramme 1
- Ressort en acier
- Plaque de la tête
- Bague de coussinet
- Tampon de la tête
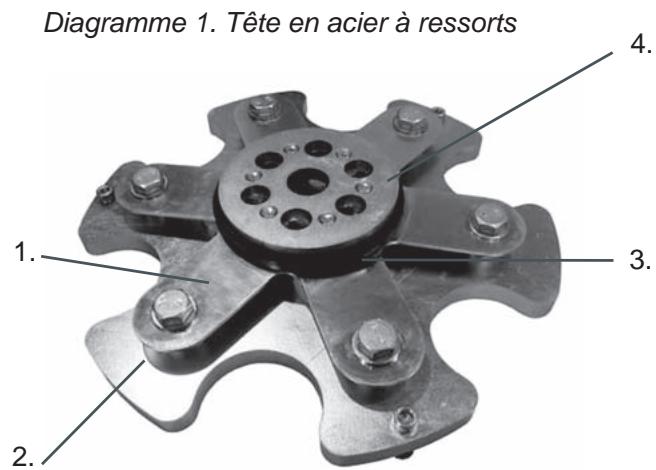
Diagramme 2
- Ressort en acier
- Boulons
- Ressort silicone
- Tampon de la tête
- Bague de coussinet
- Corps de la tête
- Rondelles
- Plaque de la tête
Trois ressorts blancs en silicone, des rondelles et le ressort en acier à ressorts situés entre la plaque et le tampon de la tête amortissent les chocs et assurent la flexibilité du système.
Contrairement aux têtes conventionnelles/ de démolition, les têtes en acier à ressorts peuvent bouger d'une manière flexible sans parties mobiles grâce au ressort en acier à ressorts.
Au fil du temps, le ressort fatigue et les “doigts” en acier à ressorts commencent à se briser. Ceci crée un mouvement irrégulier dans les têtes de surfaçage et des vibrations quand la machine est utilisée.
Des contrôles réguliers des “doigts” des têtes de surfaçage en acier à ressorts sont recommandés. La durée de vie des têtes peut varier de 6 à 12 mois en fonction de l'utilisation qui en est faite.
Des ressorts de rechange sont disponibles. Les ressorts peuvent être changés et il n'est pas nécessaire de jeter la tête.
Les têtes en acier à ressorts peuvent être rendues moins flexibles en ajoutant une second ressort en acier à ressorts.
Diagramme 2
Système d'entraînement des têtes de meulage
La machine est livrée avec la technologie Dual Drive Technology™. Les disques de surfaçage sont entraînés par un grand moteur via une courroie interne scellée à l'intérieur de la machine et le système d'entraînement ne nécessite aucune maintenance avant la révision générale (remplacement de la courroie et des paliers). Cette révision est généralement effectuée après 12-36 mois d'utilisation.
Système d'entraînement planétaire.
Le second composant du système Dual Drive Technology™ est le système d'entraînement planétaire commandé par le moteur secondaire ou de moindre taille et la boîte de vitesses. Ce système est situé à l'extérieur de la machine et nécessite une maintenance régulière. Le système d'entraînement planétaire est montré sur le diagramme 1.
Diagramme 1
- Moteur des têtes de surfaçage
- Boîte de bornes du moteur
- Capot de la machine
- Console de montage de la boîte de vitesses
- Console à bride de la boîte de vitesses
- Boîte de vitesses
- Boîte de bornes du moteur
- Moteur d'entraînement planétaire
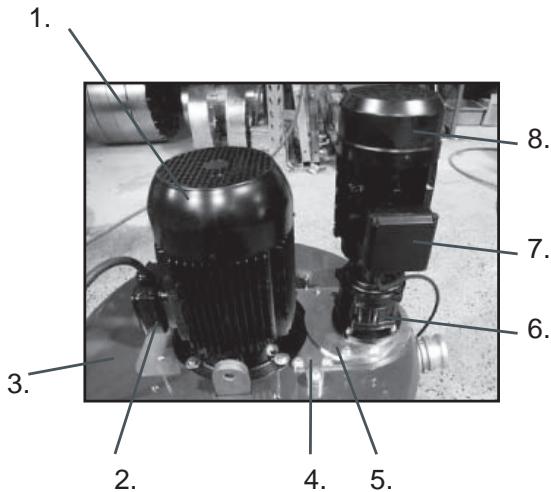
Diagramme 1. Système d'entraînement planétaire
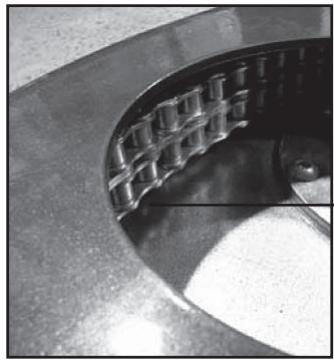
Une roue d'entraînement planétaire est située sur l'arbre de sortie de la boîte de vitesses, sous la boîte de vitesses et dissimulée par les consoles de montage et le capot de la machine. La roue s'engage avec la bague de la chaîne (aussi située sous le capot de la machine) pour former le mécanisme d'entraînement principal du système d'entraînement planétaire. Ce système est un système à sec (c.-à-d. qu'aucune lubrification n'est nécessaire entre la roue de l'entraînement planétaire et la bague). Il permet à la poussière entrant en contact avec la bague d'être évacuée.

IMPORTANT!
La lubrification de ce système provoque une accumulation de poussière dans la bague de chaîne et réduit considérablement la durée de vie de la bague et de la roue de l'entraînement planétaire.
Diagramme 2
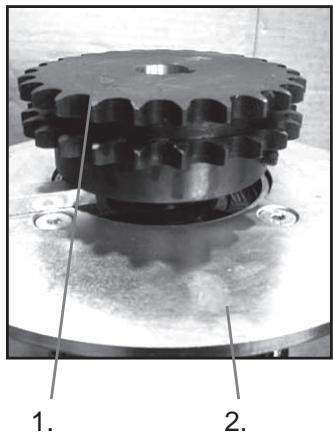
- Roue de l'entraînement planétaire
- Console à bride de la boîte de vitesses
Diagramme 3
- Capot de la machine
- Bague de chaîne
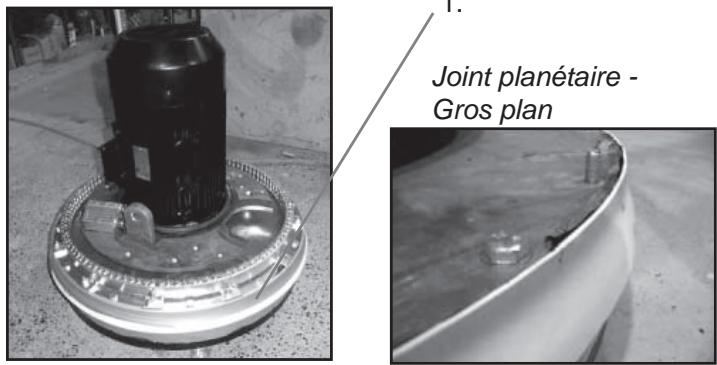
Diagramme 4
- Joint planétaire
Bien que la bague de la chaîne et la roue de l'entraînement planétaire soient situées sous le capot de la machine, elles risquent néanmoins d'être exposées à la poussière et aux débris créés par le surfaçage.
Pour réduire les risques de pénétration des polluants, un joint planétaire a été monté pour empêcher la poussière et les autres particules d'entrer en contact avec le mécanisme d'entraînement planétaire.
Diagramme 4
Maintenance
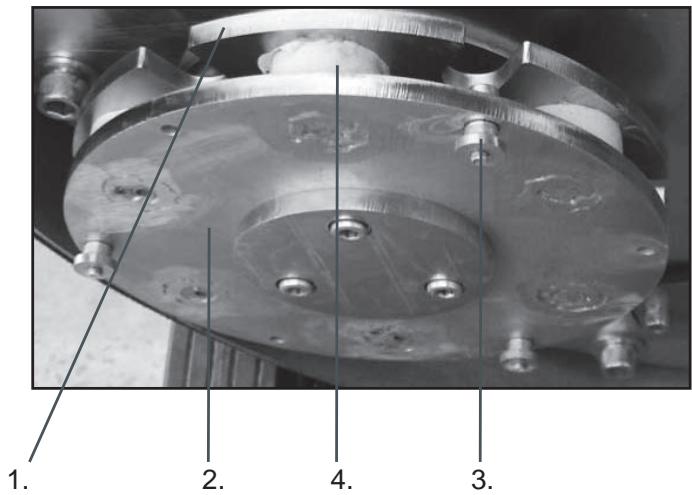
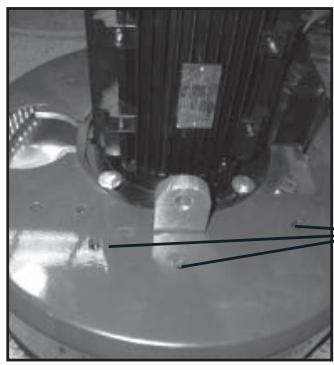
Pour contrôler l'efficacité du joint planétaire, retirez le moteur planétaire/la boîte de vitesses en déposant les quatre boulons montrés ci-dessous.

Retirez 2 boulons d'un côté.
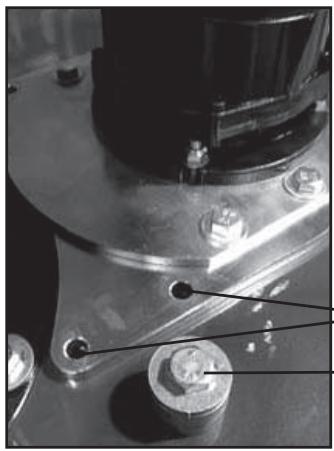
Retirez 2 boulons d'un côté.
Retirez ce boulon.
Inspectez pour détect- er toute accumulation de poussière

Retirez le capot de la boîte de bornes du moteur.
Retirez ces boulons.
Si le joint planétaire assure l'étanchéité souhaitée, une quantité minimale de poussière doit être présente sous le capot de la machine. Si l'accumulation est de 5-6 mm (1/4 de pouce), il est temps de retirer le capot de la machine et de contrôler l'état du joint planétaire.
Retirez le capot de la machine pour révéler la bague de chaîne et le joint planétaire.
Si le joint planétaire est usé ou doit être remplacé, contactez votre distributeur Husqvarna Construction Products pour obtenir un kit de remplacement du joint planétaire.
Calendrier de maintenance
Calendrier de maintenance
| Pièce | Mesure | Fréquence |
| Vérifiez que les verrous des têtes sont serrés. | Serrez les verrous et repasser un peu de liquide de ver-rouillage si nécessaire (par ex. Loctite 680). | Chaque jour |
| Inspectez les têtes pour détecter les « doigts » cassés si des têtes en acier à ressorts sont utilisées. | Examinez les têtes de la machine pendant que la machine est inclinée. Débranchez le moteur de l'entraînement planétaire (petit moteur) et faites tourner les disques à la vitesse la plus basse. Contrôlez comment les têtes de surfaçage/concentriques tournent. | Chaque jour |
| Contrôlez l'efficacité du joint planétaire. | Retirez le moteur planétaire/la boîte de vitesses pour détecter la poussière sous le capot de la machine. | Une fois par semaine |
| Contrôlez l'état de la bague à chaîne. | Retirer le moteur planétaire/la boîte de vitesses et inspectez les maillons de la bague. Vérifiez que les maillons sont propres et ne comportent pas de poussière. | Toutes les semaines pour le joint planétaire |
| Contrôlez l'état de la roue d'entraînement. | Retirer le moteur planétaire/la boîte de vitesses et contrôlez l'état de la roue d'entraînement planétaire. | Toutes les semaines pour le joint planétaire |
| Inspectez les composants internes de la machine. | Retirez la plaque de protection du tendeur de courroie et contrôler qu'il n'y a pas de poussière, humidité ou morceaux de courroie dans la machine. Veillez à bien re-sceller la plaque de protection avec du silicone. | Tous les 6 mois |
| Nettoyer les composants de l'armoire électrique. | Netoyez l'intérieur de l'armoire électrique et les entraînements à vitesse variable ou convertisseurs de fréquence avec de l'air comprimé sec. | Tous les 2 mois |

IMPORTANT!
Avant de retirer la plaque de protection du tendeur de courroie, vérifiez que la plaque et la zone autour de la plaque sont propres. Empêchez les débris de pénétrer dans la machine.
Caractéristiques techniques
| Caractéristiques techniques | PG 820 | PG 680 |
| Largeur de surfaçage | 820mm (32") | 680mm (27") |
| Disque de surfaçage | 3x270mm (10,5") | 3x240 mm (9.5") |
| Poids | 440 kg (970 lbs) | 385 kg (850 lbs) |
| Pression de surfaçage totale | 335 kg (737 lbs) | 300 kg (660 lbs) |
| Pression de surfaçage par disque | 112 kg (246 lbs) | 100 kg (220 lbs) |
| Motor Power (Puissance du moteur) | 3-Phases 380-480 V12,5 kW(17,0 hp) | 3-Phases 380-480 V12,5 kW(17,0 hp) |
| Puissance par disque de surfaçage | 4,15 kW (5,7 hp) | 4,15 kW (5,7 hp) |
| Vitesse du disque de surfaçage | 250 - 1100 tr/min | 600 - 1200 tr/min |
| Vitesse de la tête planétaire | 5 - 65 tr/min | 5 - 70 tr/min |
| Sens de rotation | Commande de direction FWD/REV in-dépendante sur les disques de grinding discs et la tête planétaire. | |
| Alimentation électrique | 3 phases | 3 phases |
| Émissions sonores (voir remarque 1) | ||
| Niveau de puissance sonore mesuré dB(A) | 105 | |
| Niveau de puissance sonore garanti LWA dB(A) | 106 | |
| Niveaux sonores (voir remarque 2) | ||
| Niveau de pression acoustique au niveau des oreilles de l'utilisateur, dB(A) | 88 | |
| Niveaux de vibrations, ahv (voir remarque 3) | ||
| Poignée droite, m/s 2 | 2,7 | |
| Poignée gauche, m/s 2 | 4,8 | |
Remarque 1: Émission sonore dans l'environnement mesurée comme puissance acoustique ( LWA ) selon EN 61029-1.
Remarque 2: Niveau de pression sonore conformément à EN 61029-1. Les données reportées pour le niveau de pression sonore montrent une dispersion statistique typique (déviation standard) de 1,0 dB (A).
Remarque 3: Niveau de vibrations conformément à EN 61029-1. Les données reportées pour le niveau de vibrations montrent une dispersion statistique typique (déviation standard) de 1 m/s 4 .
Caractéristiques techniques
Assurance de conformité UE
(Concerne seulement l'Europe)
Husqvarna AB, SE-433 81 Göteborg, Suède, tél. : +46-31-949000, déclarons que la Husqvarna PG 530 à partir des numéros de série de l'année de fabrication 2010 et ultérieurement (l'année est indiquée en clair sur la plaque d'identification et suivie du numéro de série) est conforme aux dispositions des DIRECTIVES DU CONSEIL :
• du 17 mai 2006 "directive machines" 2006/42/CE
- du 15 décembre 2004 "compatibilité électromagnétique" 2004/108/CEE.
- du 12 décembre, 2006 “relatives aux équipements électriques” 2006/95/CE.
Les normes harmonisées suivantes ont été appliquées: EN ISO 12100:2003, EN 55014-1:2006, EN 55014-2/A1:2001, EN 61000-3-2:2006, EN 61000-3-3/A1/A2:2005, EN 13862/A1:2009.
Göteborg, le 29 décembre 2009
Henric Andersson

Vice-président, responsable des découpeuses et équipements de construction
Husqvarna AB
(Représentant autorisé d'Husqvarna AB et responsable de la documentation technique.)
GB - Original instructions, ES - Instrucciones originales, DE - Originalanweisungen, FR - Instructions d'origine.

Husqvarna®
www.husqvarnacp.com
1153431-20
2010-01-20
- Manuel d'utilisation
- Explication des symboles
- Consignes de sécurité
- AVERTISSEMENT!
- La machine ne doit en aucun cas être levée sans l'assistance mécanique d'un palan ou d'un transpalette.
- Introduction
- IMPORTANT!
- Transport
- Remisage
- Quels sont les composants?
- Panneau de commande
- Réglage / Fonctionnement
- Mise en marche de la machine
- Réglage Vitesse et direction
- Sens de rotation
- Remplacement des diamants
- Remplacement
- Entraînements à vitesse variable/convertisseurs de fréquence
- Fonctionnalité
- Diagnostic
- Clavier/Écran d'affichage
- Les menus et les informations qu'ils fournissent
- OUTPUT FREQUENCY (Monitor Menu)/FRÉQUENCE DE SORTIE (Menu moniteur)
- MOTOR CURRENT (Monitor Menu)/COURANT DU MOTEUR (Menu moniteur)
- DC LINK VOLTAGE (Monitor Menu)/TENSION CC (Menu moniteur)
- FAULT HISTORY/HISTORIQUE DES ERREURS
- Recherche de pannes et d'erreurs
- Diamants
- Historique
- Principes généraux
- DIAMOND GRIT SIZE (TAILLE DES GRAINS DE DIAMANT)
- BINDING AGENT—METAL BOND OR RESIN BOND (AGENT DE LIAGE —ALLIAGE MÉTALLIQUE OU RÉSINEUX.
- NUMBER OF DIAMOND SEGMENTS/PADS UNDER THE MACHINE (NOMBRE DE SEGMENTS/COUSSI-NETS EN DIAMANT SOUS LA MACHINE
- WET AND DRY GRINDING (MEULAGE À SEC ET À EAU)
- Résumé des principes des diamants
- Sélection des diamants
- Configuration du disque de surfaçage
- Demi-jeu et jeu complet de diamants
- DEMI-JEU DE DIAMANTS
- JEU COMPLET DE DIAMANTS
- Sélection du diamant optimal pour votre application
- Déterminer la dureté du ciment
- FACTEURS DE LA SURFACE À CONSIDÉRER LORS DE LA SÉLECTION DU DIAMANT
- Maintenance
- Têtes de meulage.
- Têtes en acier à ressorts
- Diagramme 1
- Diagramme 2
- Système d'entraînement des têtes de meulage
- Système d'entraînement planétaire.
- Diagramme 3
- Diagramme 4
- Calendrier de maintenance
- Caractéristiques techniques
- Assurance de conformité UE
- Husqvarna®
Marque : HUSQVARNA
Modèle : PG 820
Catégorie : Meuleuse de sol